AI Manufacturing Examples — Key Takeaways: One Innovation at a Time
- AI is now enterprise-wide: Manufacturers can apply AI across product development, operations, finance, supply chain, sales, and customer support to improve speed, quality, and efficiency.
AI is enabling speed + precision at scale. From computer vision spotting micro-defects to AI-driven forecasting cutting errors and freeing warehouse capacity, manufacturing leaders are shifting from reactive decisions to proactive, data-driven actions.
- Start where ROI is easiest to prove. The most repeatable, high-impact wins show up in: predictive maintenance (prevent downtime), quality inspection (real-time defect detection), and inventory/supply chain optimization (faster forecasting and response).
The opportunity is real—but execution matters: Manufacturers that pair clear use cases with responsible implementation will capture the biggest gains.
Listen on the go!
No time to read? – Skip the scroll and absorb the insights hands-free. This post is part of Infoverity’s Audio Blog Archive — built for busy professionals like you.
AI Manufacturing Examples: Table of Contents
It’s 2025, and artificial intelligence has become a driving force in the transformation of the manufacturing industry. AI can now be leveraged across every function—product development, operations, finance, supply chain, sales, and customer support—making it one of the most versatile and disruptive technologies manufacturers have ever adopted. With a staggering compound annual growth rate of 45.6%, the global AI in manufacturing market is projected to reach $476.4 billion by 2032
In this blog, we will discuss the ways in which artificial intelligence is reshaping the manufacturing industry—from today’s core operations to what’s on the horizon. You’ll also learn how to implement it responsibly within your own organization, so you can maximize its power.
AI in Action: Revolutionizing Manufacturing
Statista estimates that manufacturers began utilizing artificial intelligence as early as 2020. It has optimized operations across the supply chain and beyond, with a special focus on quality control and inventory management:
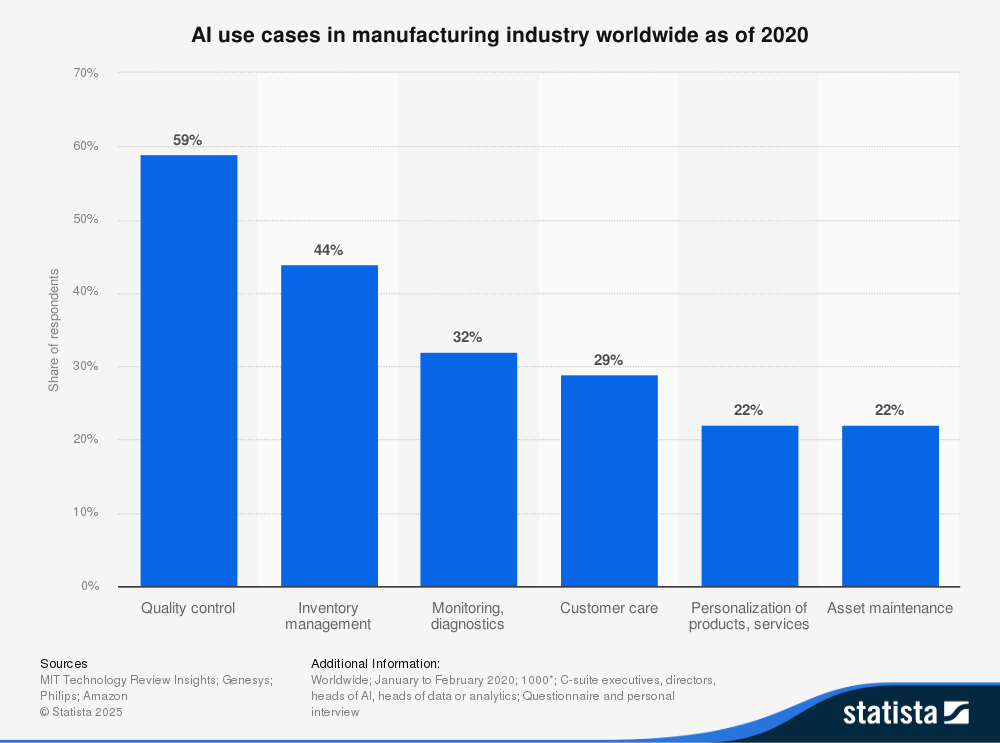
These early applications laid the groundwork for today’s rapid innovation. Here you can find many AI manufacturing examples on how AI is advancing manufacturing in practical and quantifiable ways.
Predictive maintenance changes the equation
Traditional monitoring tools can identify equipment issues and failures, but often only after the damage has already occurred. By the time an alert is triggered, organizations are already dealing with production delays, unplanned downtime, and increased operational costs. This exposes a major limitation of reactive—and even scheduled preventive—maintenance strategies. The tools may function as designed, but the consequences remain unavoidable.
By analyzing real-time equipment sensor data, historical maintenance records, and performance trends, predictive models can identify issues before they materialize. This proactive approach helps organizations:
- Prevent unplanned downtime
- Reduce maintenance and repair costs
- Extend the life of critical assets
- Improve operational continuity and reliability
- Leverage Industry 4.0 and AI technologies to combine IoT sensors, machine learning, and digital twins for automated, intelligent maintenance decisions
Predictive maintenance transforms maintenance from a cost center into a strategic advantage, enabling organizations to stay ahead of failures rather than respond to them.
General Electric (GE)
GE sees predictive maintenance as a competitive advantage. The legacy manufacturing company outfits its machines with IoT sensors to continuously collect data on temperature, vibration, and pressure. AI algorithms use this data to detect subtle anomalies, such as bearing wear or overheating. As a result, priority alerts are generated and maintenance can be scheduled during low-impact windows, avoiding production interruptions.
At one plant, AI flagged early faults in a gas turbine, saving thousands in repair costs and preventing a full shutdown. The system continually improves by learning from each incident, becoming increasingly smarter with every cycle.
Quality Control and Defect Detection
Diagnostic tasks like identifying defects or inconsistencies during production are very crucial since manufacturing quality issues can account for 20% of the company’s sales.
AI-powered computer vision fills the gaps left by the human eye or rule-based algorithms, spotting micro-defects in real time, even in high-speed production environments.
JLI Vision: AI Quality Control and Defect Detection in Action
JLI Vision faced limits in automating inspections of tricky materials like railway tracks and lacquered wood for years.
But now, with AI and machine learning, JLI employs neural networks to analyze thousands of annotated images to detect subtle, previously intangible defects.
In the steel industry, for example, the company can now detect surface flaws on rails without reflections or water interference, something once requiring human experts to manage. In wood production, they can now distinguish contamination from harmless post-process dust. And lastly, in glass tubing, it detects whether tiny “airlines” are close enough to the surface to be considered critical defects.
Inventory Management and Supply Chain Optimization
It’s hard to keep up with today’s volatile supply chain. Manufacturers can no longer put their trust in traditional forecasting methods.
AI enables smarter, real-time inventory decisions and proactive supply chain adjustments, which can reduce forecasting errors by up to 50%. In terms of warehousing, AI tools can free up 7% to 15% additional capacity in warehouse networks.
Procter & Gamble: AI Inventory Management and Supply Chain Optimization in Action
P&G runs a massive global operation. To manage this complexity and cope with disruptions, P&G implemented artificial intelligence at the heart of its supply chain. The system integrates inventory levels, supplier inputs, bills of materials (BOMs), production data, and warehouse capacity into one unified, real-time platform. Live forecasting capabilities enable teams to proactively identify demand spikes or potential supply chain risks, addressing issues before they escalate into delays.
The impact is big: data verification that once took 10+ experts now takes none. Response times for inventory and supply questions dropped from hours to seconds.
Mass Customization at Scale
Personalized manufacturing was once considered financially impractical, tying up capital in slow, manual processes.
But AI has made it achievable.
Manufacturers simply need to integrate customer preference data with production workflows, so they can offer custom products without sacrificing efficiency. Moreover, they generate 40% more revenue from personalization than their slower-growing counterparts.
Nike: Mass Customization in Action
Nike aims to redefine personalization through AI, data science, and generative design.
Its Nike Fit tool uses computer vision and machine learning to scan customers’ feet with a smartphone, building a precise 3D model that recommends the best shoe size. This technology has helped reduce return rates and improve customer satisfaction.
Another example of it? At the flagship Nike By You store, AI captures user data—like color preferences and favorite sports—to create personalized product suggestions and enable same-day sneaker customization.
AI is also at play behind the scenes. Nike’s proprietary generative AI model accelerates product design by combining athlete performance data with advanced tools like 3D printing and VR. This powers initiatives like the Athlete Imagined Revolution (AIR), which allows athletes like Sha’Carri Richardson to co-create designs in hours instead of weeks.
Next, we’ll explore what AI can do for manufacturing in the future.
Future Innovations: What’s Next for AI in Manufacturing?
AI has already proven its value in the manufacturing industry based on the examples above. However, it’s only getting started.
Generative design is one of the most promising frontiers. Instead of engineers manually modeling parts in CAD, AI algorithms generate thousands of design options. This can help manufacturers create new products and redesign existing ones, reducing waste and prototyping.
Meanwhile, collaborative robots (cobots) are also transforming factory floors. These AI-powered machines work side-by-side with human workers, handling repetitive or dangerous tasks while adapting in real time. In warehouses, this partnership has proven to be 85% more productive than either one alone. When done right, technology won’t replace workers; it improves their performance.
Lastly, there’s real-time data intelligence. With sensors embedded across machines and lines, manufacturers can process vast amounts of data on the fly. It will then become easier for them to optimize workflows, predict bottlenecks, and adjust performance at the moment, rather than after the fact.
Overcoming AI Challenges in Manufacturing
Despite all the power AI holds, this clever solution needs one thing to work well: clean, connected data. However, many organizations still don’t have this foundation in place.
Here are 3 reasons AI initiatives often fall apart:
Legacy Systems Aren’t AI-Ready
Industrial tech stacks weren’t designed for cloud integration or real-time analytics, let alone AI.
Layering integration tools that act as bridges is one workaround. It can help old systems communicate with modern applications. Some companies opt for selective upgrades, modernizing only the most critical systems first. Meanwhile, partnering with companies like Infoverity allows the development of hybrid data environments that preserve what works while enabling AI readiness.
Historically, the manufacturing sector has often lagged in adopting modern data infrastructure. As a result, many Manufacturers tech stacks weren’t designed for cloud integration or real-time analytics, let alone AI. While this presents a challenge, it also creates a unique opportunity. The push to leverage AI can serve as the catalyst to drive investment and modernize the underlying tech stack.
Instead of treating legacy systems as immovable obstacles, organizations can adopt practical modernization pathways. Integration and orchestration tools can serve as connective tissue between legacy applications and modern platforms, while selective upgrades allow companies to modernize the most critical systems first. Partnering with experts like Infoverity allows for the development of hybrid data environments that preserve what works while enabling AI readiness. This dual approach helps manufacturers close the infrastructure gap while accomplishing their AI goals.
Data Lives in Silos
There’s often a lack of data coordination between plants, departments, and systems. Siloed and inefficient data management processes continually degrade data quality across the enterprise—ultimately driving poor performance of AI models and unreliable insights. Each system may contribute a piece of the story, but AI requires a complete and consistent picture to operate effectively.
Manufacturers can begin addressing this by aligning on a single data model or taxonomy across business units to ensure consistency. Master Data Management (MDM) platforms further unify and govern critical data without requiring changes to source systems. Infoverity’s MDM implementation services are proven to improve data quality, standardization, and data democratization—creating the foundation AI needs to deliver accurate, scalable value.
Data Quality Slows Everything Down
As advanced as AI can be, it can never, ever fix bad input. So when systems are riddled with duplicates, inconsistencies, and missing fields, AI outputs are quite unreliable.
Organizations can use automated data validation, cleansing tools, or artificial intelligence models to detect data quality issues.
Additionally, implementing data governance policies—especially when tied to business processes—ensures long-term consistency. Infoverity brings expertise in embedding these frameworks to prevent quality issues down the line.
Learn more about how our team can help you maximize AI’s potential with quality data.
FAQ – AI examples in manufacturing
What types of manufacturing work see the fastest AI impact today?
AI delivers the quickest value in operational areas where you can measure improvement clearly and frequently—especially predictive maintenance, automated quality inspection, and inventory/supply chain optimization. These use cases tie directly to downtime, scrap/rework, throughput, and service levels, making it easier to prove ROI and secure buy-in for broader adoption.
How does predictive maintenance differ from traditional preventive maintenance?
Traditional preventive maintenance schedules service based on time or usage, and reactive maintenance responds after failure. Predictive maintenance uses real-time sensor data plus historical maintenance and performance trends to anticipate failures before they occur, so teams can schedule repairs during low-impact windows and avoid unplanned downtime and major repair costs.
Why is AI-based quality control better than rule-based inspection or manual checks?
Computer vision models can detect micro-defects in real time at high production speeds—often beyond what humans can consistently spot and beyond rigid rule-based systems that miss subtle patterns. This helps manufacturers catch issues earlier, reduce waste, and protect revenue, especially when quality problems materially affect sales.
What does “mass customization at scale” mean, and how does AI enable it?
Mass customization means delivering personalized products without sacrificing speed or cost efficiency. AI makes this achievable by connecting customer preference data to design and production workflows—supporting personalized recommendations, faster design cycles, and even same-day customization in some scenarios.